104铝合金铸造温度多少好
咨询热线
13202691688




联系我们

重力铸造部:13202691688(黄经理)
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com
网址:http://www.dgxhxiang.com
地址:东莞市桥头镇岭头村工业大路西三巷3号
分公司地址:东莞市桥头镇李屋沿河工业区7号
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com
网址:http://www.dgxhxiang.com
地址:东莞市桥头镇岭头村工业大路西三巷3号
分公司地址:东莞市桥头镇李屋沿河工业区7号
鑫弘祥铝合金重力铸造厂 >> 铸造大全 >> 104铝合金铸造温度多少好

104铝合金铸造温度多少好
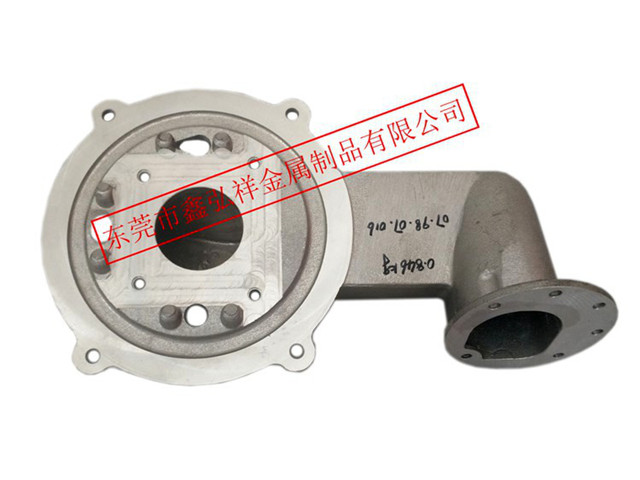
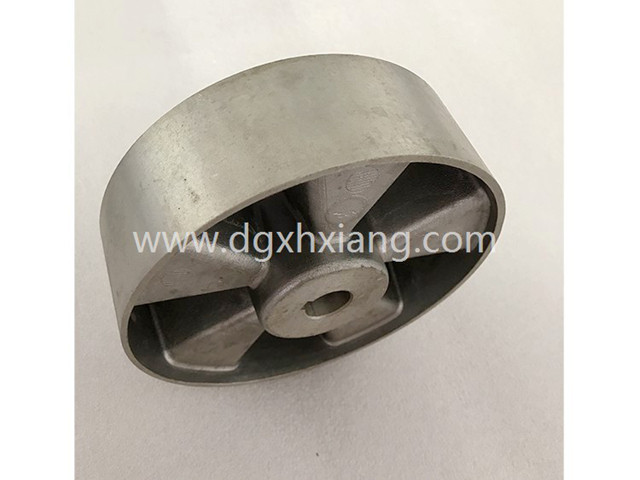
104铝合金铸造温度多少好找东莞鑫弘祥,公司是专业从事重力铸造,铝合金铸造,翻砂铸造及CNC机加工服务,集研发设计,生产,销售于一体的东莞铸造厂家,拥有从材料、模具设计、砂芯、铸造、抛丸、热处理、机加工、表面处理一系列的配套设施;我们可以根据客户的要求,来样,来图进行模具的设计和产品的生产,做出各种毛胚件及成品件。产品涉及机械配件、建筑五金、汽车零部件、高铁动车零件,家私配件,木工和医疗器械、气动元件、家居用品等相关领域。
104铝合金铸造温度多少好详细介绍
砂型铸造是最普通的制造,其工艺特点:适用性广,技术灵活性大,生产准备工作相对简单,铸件主要为铸铁;但铸件精度及其表面粗糙度较差,对环境污染比较大。 优点:1、可以铸造外形和内腔十分复杂的毛坯。如:各种箱体、床身、机架等。 2、适用性广泛,从几克到几百吨..铝合金在生产过程中,容易出现缩孔、砂眼、气孔和夹渣等铸造缺陷.如何修复铝合金铸件气孔等缺陷呢?如果用电焊、氩焊等设备来修补,由于放热量大,容易产生热变形等副作用,无法满足补焊要求. 冷焊修复机是利用高频电火花瞬间放电、无热堆焊原理来修复铸件缺陷.由于冷焊热..
上一篇:低压铝合金铸造有限公司洛阳
下一篇:重庆市铝合金浇铸铸造模具维修招聘
104铝合金铸造温度多少好 相关产品









104铝合金铸造温度多少好 相关技术文章
 铝合金铸件--铝压铸件的检测标准
铝合金铸件--铝压铸件的检测标准
1.铸件的表面不允许有裂纹、欠铸、气泡、擦伤、凹陷、缺肉、网状毛刺等三角型缺陷,同时不允许有拉模现象.2.铸件的浇口、飞边、溢流口、隔皮、顶杆痕迹等要清理干净,但允许留有痕迹.铸件分型面的错型量不大于0.3mm,上下两面的平面度不大于0.3mm.3.压铸件的顶杆痕迹凹凸量.....
阅读详情  精密的重力铸造行业特点
精密的重力铸造行业特点
精密铸造其中较为常用的是熔模铸造,也称失蜡铸造:选用适宜的熔模材料制(如石蜡)造熔模;在熔模上重复沾耐火涂料与撒耐火砂工序,硬化型壳及干燥;再将内部的熔模溶化掉,获得型腔;焙烧型壳以获得足够的强度,及烧掉残余的熔模材料,;浇注所需要的金属材料;凝固冷却,.....
阅读详情  粘土湿型砂铸造醇基喷涂涂料
粘土湿型砂铸造醇基喷涂涂料
粘土湿型砂铸造工艺因其成本低、效率高,目前在造型制芯工艺中占有重要地位。普通铸铁湿型砂一般都加入煤粉,以提高铸件表面质量,但它降低了型砂的透气性和强度,更为严重的是恶化了劳动条件。采用普通湿型砂工艺直接生产铸钢件时,铸件容易产生粘砂、气孔等缺陷。为.....
阅读详情  重力铸造厂--我国重力铸造行业需进行数控化改造
重力铸造厂--我国重力铸造行业需进行数控化改造
我国模具产业以生产中低端模具产品为主,我国模具产业的这种产品生产结构,于我国模具产业的经济运行方式转轨非常不利。因此,从推进我国模具产业经济运行方式转轨的角度出发,必须要推进我国模具产业产品升级换代。 模具产品的升级换代要以新产品的开发、新工艺的使用.....
阅读详情 
 铝合金重力铸造及砂型铸造如何消除气孔缺陷介绍
铝合金重力铸造及砂型铸造如何消除气孔缺陷介绍
铝合金以其良好的力学性能 (较高的比强度 、比刚度)和优良的铸造性能,在工业中被广泛使用,是汽车、造船、航空航天及其他制造业的重要结构材料。生产中对铝合金铸件的品质要求也越来越高,除了保证化学成分、力学性能和尺寸精度外,不允许铸件有缩孔缩松、气孔和夹渣等.....
阅读详情 Copyright@东莞市鑫弘祥金属制品有限公司 All rights reserved.
重力铸造部:13202691688(黄经理)
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com 网址:http://www.dgxhxiang.com
地址:东莞市桥头镇岭头村工业大路西三巷3号
相关搜索:104铝合金铸造温度多少好
 在线客服
在线客服 