铸造铝合金缸体
咨询热线
13202691688





联系我们

重力铸造部:13202691688(黄经理)
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com
网址:http://www.dgxhxiang.com
地址:东莞市桥头镇岭头村工业大路西三巷3号
分公司地址:东莞市桥头镇李屋沿河工业区7号
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com
网址:http://www.dgxhxiang.com
地址:东莞市桥头镇岭头村工业大路西三巷3号
分公司地址:东莞市桥头镇李屋沿河工业区7号
鑫弘祥铝合金重力铸造厂 >> 铸造大全 >> 铸造铝合金缸体

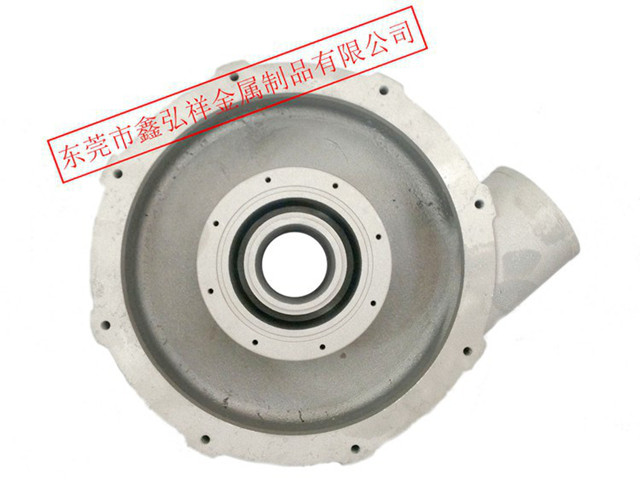
铸造铝合金缸体
铸造铝合金缸体找东莞鑫弘祥,公司是专业从事重力铸造,铝合金铸造,翻砂铸造及CNC机加工服务,集研发设计,生产,销售于一体的东莞铸造厂家,拥有从材料、模具设计、砂芯、铸造、抛丸、热处理、机加工、表面处理一系列的配套设施;我们可以根据客户的要求,来样,来图进行模具的设计和产品的生产,做出各种毛胚件及成品件。产品涉及机械配件、建筑五金、汽车零部件、高铁动车零件,家私配件,木工和医疗器械、气动元件、家居用品等相关领域。
铸造铝合金缸体详细介绍
几乎所有的铸造厂都检查和控制混成砂的水分,但是,对于严格控制旧砂水分的重要性,很多铸造厂的领导和技术人员还缺乏足够的认识。 进入混砂的旧砂水分太低,对混砂质量的影响可能并不亚于砂温过高。 试验研究和经验都已证明,加水润湿干膨润土比润滑湿膨润土难得多。型..由于铝合金具有严重的氧化和吸气倾向,熔炼过程中又直接与炉气或外界大气想接触,因此,如熔炼过程中的稍许不当,铝合金就很容易吸收气体而形成气孔,最常见的是针孔。针孔,通常是指铸件中小于1mm的析出性气孔,多呈圆形,不均匀分布在铸件整个断面上,特别是在铸件的厚..
铸造铝合金缸体 相关产品








铸造铝合金缸体 相关技术文章
 重力铸造--铸造行业的安全隐患介绍
重力铸造--铸造行业的安全隐患介绍
在我们铸造行业,一定要做好车间的防火措施,因为红色的铸件,以及飞溅的铁水,一旦碰到人体,会被烫伤;一旦碰到了,易燃物,或者易爆物料,那后果是大家不敢想象的。而且在生产的过程中稍有不慎,可能会有被融化的金属液体烫伤。不小心碰到高温铸件也会被烫伤。 还有.....
阅读详情  重力铸造厂--重力铸造和压力铸造
重力铸造厂--重力铸造和压力铸造
重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。压力铸造是指金属液在其他外力(不含重力)作用下注入铸型的工艺。广义的压力铸造包括压铸机.....
阅读详情  重力铸造厂--铸铝工艺的介绍
重力铸造厂--铸铝工艺的介绍
铸铝是以熔融状态的铝,浇注进模具内,经冷却形成所需要形状铝件的一种工艺方法。铸铝所得到的铸件,称为铸铝件。 铸铝件在铸造形成过程中,容易产生内部疏松、缩孔、气孔等缺陷,这些含有缺陷的铸件在经过机加工后,表面致密层部件被去掉而使内部的组织缺陷暴露出来。对.....
阅读详情  选铝铸件应该注意的方面
选铝铸件应该注意的方面
一 裂纹 缺陷特征:1.铸造裂纹。沿晶界发展,常伴有偏析,是一种在较高温度下形成的裂纹在体积收缩较大的合金和形状较复杂的铝铸件容易出现2.热处理裂纹:由于热处理过烧或过热引起,常呈穿晶裂纹。常在产生应力和热膨张系数较大的合金冷却过剧。或存在其他冶金缺陷时产.....
阅读详情  铝合金重力铸造件的砂型熔模如何铸造
铝合金重力铸造件的砂型熔模如何铸造
熔模的制造 熔模铸造生产的第一个工序就是制造熔模,熔模是用来形成耐火型壳中型腔的模型,所以要获得尺寸精度和表面光洁度高的铸件,首先熔模本身就应该具有高的尺寸精度和表面光洁度。此外熔模本身的性能还应尽可能使随后的制型壳等工序简单易行。为得到上述高质量.....
阅读详情  铝合金的生产缺陷修复
铝合金的生产缺陷修复
铝合金在生产过程中,容易出现缩孔、砂眼、气孔和夹渣等铸造缺陷.如何修复铝合金铸件气孔等缺陷呢?如果用电焊、氩焊等设备来修补,由于放热量大,容易产生热变形等副作用,无法满足补焊要求. 冷焊修复机是利用高频电火花瞬间放电、无热堆焊原理来修复铸件缺陷.由于冷.....
阅读详情 Copyright@东莞市鑫弘祥金属制品有限公司 All rights reserved.
重力铸造部:13202691688(黄经理)
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com 网址:http://www.dgxhxiang.com
地址:东莞市桥头镇岭头村工业大路西三巷3号
相关搜索:铸造铝合金缸体
 在线客服
在线客服 