重力铸造浇冒口设计
咨询热线
15079799960






联系我们

重力铸造部:15079799960(郭经理)
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com
网址:https://www.dgxhxiang.com
地址:东莞市桥头镇李屋沿河工业区7号
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com
网址:https://www.dgxhxiang.com
地址:东莞市桥头镇李屋沿河工业区7号
鑫弘祥铝合金重力铸造厂 >> 铸造大全 >> 重力铸造浇冒口设计

重力铸造浇冒口设计
重力铸造浇冒口设计找东莞鑫弘祥,公司是专业从事重力铸造,铝合金铸造,翻砂铸造及CNC机加工服务,集研发设计,生产,销售于一体的东莞铸造厂家,拥有从材料、模具设计、砂芯、铸造、抛丸、热处理、机加工、表面处理一系列的配套设施;我们可以根据客户的要求,来样,来图进行模具的设计和产品的生产,做出各种毛胚件及成品件。产品涉及机械配件、建筑五金、汽车零部件、高铁动车零件,家私配件,木工和医疗器械、气动元件、家居用品等相关领域。
重力铸造浇冒口设计详细介绍
金属型铸造是用耐热合金钢制作铸造用中空铸型模具的现代工艺。金属型既可采用重力铸造,也可采用压力铸造。金属型的铸型模具能反复多次使用,每浇注一次金属液,就获得一次铸件,寿命很长,生产效率很高。金属型的铸件不但尺寸精度好,表面光洁,而且在浇注相同金属液的..射芯机、壳芯机和重力浇铸机都是铸造设备,但是用途、性能等方面都是不同的,而今天的重点是在重力浇铸机上,看看新引进的重力浇铸机是什么样的,以及其可能出现的故障的解决方式,并做好万全的准备。 重力浇铸机组的技术含量还是比较高的,其中有大量的液压执行机构,..
上一篇:重力铸造浇口与内浇道尺寸
下一篇:重力铸造工辛苦吗
重力铸造浇冒口设计 相关产品









重力铸造浇冒口设计 相关技术文章
 熔模铸造的优点描述
熔模铸造的优点描述
熔模铸件尺寸精度较高,一般可达CT4-6(砂型铸造为CT10~13,压铸为CT5~7),当然由于熔模铸造的工艺过程复杂,影响铸件尺寸精度的因素较多,例如模料的收缩、熔模的变形、型壳在加热和冷却过程中的线量变化、合金的收缩率以及在凝固过程中铸件的变形等,所以普通熔模铸件.....
阅读详情  砂型铸造之造型
砂型铸造之造型
砂型铸造是传统的铸造方法,由于适应于各种形状,大小,批量及各种合金铸件的生产,也是使用最广的一种铸造方法。造型是砂型铸造最基本的工序,造型方法的选择对铸件质量和成本有着重要的影响机器造型:1.机器造型是指用机械设备实现紧砂和起模等主要工序的造型方法2.根.....
阅读详情 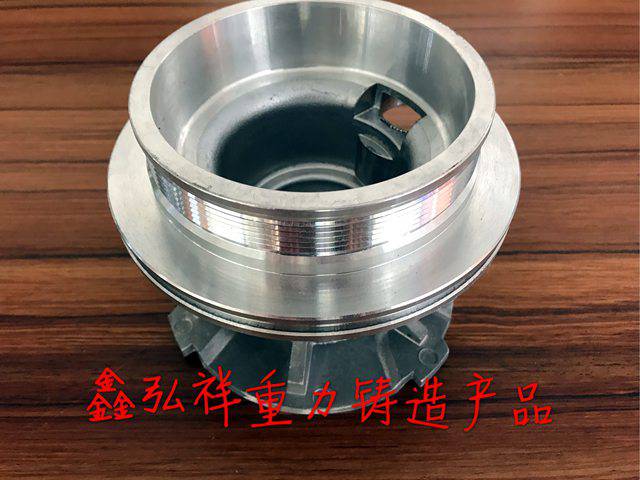 铸铝件的发展变化介绍
铸铝件的发展变化介绍
目前的普通铸型(湿型)主要用于生产灰铸铁,球墨铸铁件,虽然在铸铝件生产工艺方法中,压铸,金属型铸造(含低压铸造和重力铸造0仍占主导地位,但由普通铸型(湿型)法所生产的铸铝件产量在近年来有所增加.现代的湿型砂以膨润土(包含系,系及—活化系3类)作粘结剂,适量添加淀粉,煤.....
阅读详情  重力铸造厂--铸造技术存在的问题分析
重力铸造厂--铸造技术存在的问题分析
1.铸件加工余量大。由于缺乏科学的设计指导,工艺设计人员凭经验难以控制变形问题,铸造的加工余量一般比国外大1—3倍。加工余量大,铸件的能耗和原材料消耗严重,加工周期长,生产效率低,已成为制约行业发展的瓶颈。 3.铸件裂纹问题严重。 4.浇注系统设计不合.....
阅读详情  铝合金重力铸造中的白点成因
铝合金重力铸造中的白点成因
关于白点形成的理论较多。但比较有说服力而又能被实践证明的是:白点是由于钢中氢和组织应力共同作用的结果。这里的组织应力主要指奥氏体转变为马氏体和珠光体时形成的内应力。没有一定数量的氢和较显著的组织应力,白点是不能形成的。但是,若只是含氢量较高,而组织应.....
阅读详情  低压铸造和重力铸造的对比
低压铸造和重力铸造的对比
不管是什么产品,去判断它的好坏,我们都是用参照物来做比较,只有在某种情况下A可能更适合,但是换一种情况可能就是B或者C更适合了。对于重力铸造与低压铸造亦是如此。 今天我们就来讲讲低压铸造除了其他特点外,和金属重力铸造相比又有哪些特点 (1)低压铸造的浇注系.....
阅读详情 Copyright@东莞市鑫弘祥金属制品有限公司 All rights reserved.
重力铸造部:15079799960(郭经理)
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com 网址:https://www.dgxhxiang.com
地址:广东省东莞市桥头镇李屋沿河工业区7号
相关搜索:重力铸造浇冒口设计
 在线客服
在线客服 