铝合金棒铸造行业
咨询热线
13202691688





联系我们

重力铸造部:13202691688(黄经理)
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com
网址:http://www.dgxhxiang.com
地址:东莞市桥头镇岭头村工业大路西三巷3号
分公司地址:东莞市桥头镇李屋沿河工业区7号
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com
网址:http://www.dgxhxiang.com
地址:东莞市桥头镇岭头村工业大路西三巷3号
分公司地址:东莞市桥头镇李屋沿河工业区7号
鑫弘祥铝合金重力铸造厂 >> 铸造大全 >> 铝合金棒铸造行业

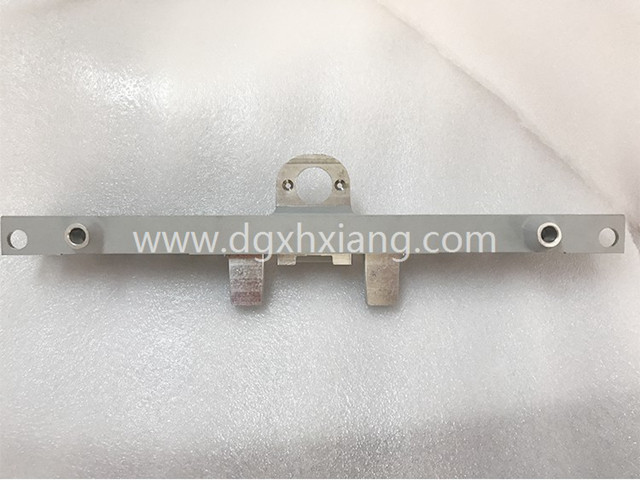
铝合金棒铸造行业
铝合金棒铸造行业找东莞鑫弘祥,公司是专业从事重力铸造,铝合金铸造,翻砂铸造及CNC机加工服务,集研发设计,生产,销售于一体的东莞铸造厂家,拥有从材料、模具设计、砂芯、铸造、抛丸、热处理、机加工、表面处理一系列的配套设施;我们可以根据客户的要求,来样,来图进行模具的设计和产品的生产,做出各种毛胚件及成品件。产品涉及机械配件、建筑五金、汽车零部件、高铁动车零件,家私配件,木工和医疗器械、气动元件、家居用品等相关领域。
铝合金棒铸造行业详细介绍
工艺特点铸件精度高消失模铸造是一种近无余量、精确成型的新工艺,该工艺无需取模、无分型面、无砂芯,因而铸件没有飞边、毛刺和拔模斜度,并减少了由于型芯组合而造成的尺寸误差。铸件表面粗糙度可达Ra3.2至12.5μm;铸件尺寸精度可达CT7至9;加工余量最多为1.5至2mm,可大..2010年我国铸件总产量已达3960万吨,产值超过4000亿元,铸造厂点约3万家,从业人员约200万人。 2、铸件进出口企稳回升 我国每年铸件出口总量点铸件总产量的8%左右。原来一些需要进口的铸件,现在可以自己制造。只有极少数高端铸件需要进口,铸件的进口数量,占我国铸件..
上一篇:铸造铝合金与压铸铝合金
下一篇:ys铸造铝合金锭
铝合金棒铸造行业 相关产品









铝合金棒铸造行业 相关技术文章
 铝合金重力铸造--浅谈重力铸造模具的设计注意事项
铝合金重力铸造--浅谈重力铸造模具的设计注意事项
(2)外模的砂芯定位部分,上模间隙要大于下模,并要有一定的余量。(3)阀芯处如有隔墙的话,那么最好做成锥形。(4)砂芯定位时,要考虑到配重问题,避免出现头重脚轻的现象。(5)排布时要对水路进行综合考虑,如果砂芯太长了,那么应考虑到砂芯变形。(6)抽芯时要考虑到限位问.....
阅读详情  重力铸造厂--重力铸造的特点介绍
重力铸造厂--重力铸造的特点介绍
2、 把熔化的金属液注入用耐高温材料制作的中空铸型内,冷凝后得到预期形状的制品,这就是铸造。所得到的制品就是铸件。3、铸造可按铸件的材料分为黑色金属铸造(包括铸铁、铸钢)和有色金属铸造(包括铝合金、铜合金、锌合金、镁合金等)。精密铸件厂专业从事有色金属铸.....
阅读详情 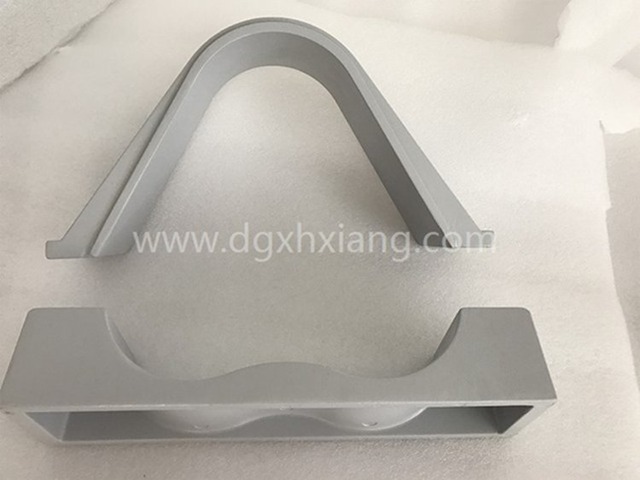 目前在铸造生产中运用的微机监测与控制系统主要有以下几个方面
目前在铸造生产中运用的微机监测与控制系统主要有以下几个方面
目前在铸造生产中运用的微机监测与控制系统主要有以下几个方面:1.型砂性能及砂处理过程微机监测与控制。主要功能有紧实率,抗压强度,抗拉强度,有效粘土含量,透气性测定及水分控制2.冲天熔炉炼的微机监测与控制。主要功能有配料的自动控制,风量调节,冷却水量控制,.....
阅读详情  砂型制造的性能描述
砂型制造的性能描述
1)透气性型高温金属液浇入铸型后,型内充满大量气体,这些气体必须由铸型内顺利 排出去,型砂这种能让气体透过的性能称为透气性。否则将会使铸件产生气孔、浇不足等缺陷。铸型的透气性受砂的粒度、粘土含量、水分含量及砂型紧实度等因素 的影响。砂的粒度越细、粘土及水.....
阅读详情  铝合金重力铸造的气孔问题
铝合金重力铸造的气孔问题
(1)浇注时速度太快,浇注温度太高;(2)排气不顺畅,或者排气量太大;(3)熔化温度过高。(1)减慢浇注速度,适当降低浇注温度,平稳浇注;(2)控制好排气量,使之合适;(3)严格控制好熔化温度,以防过高。...
阅读详情 
Copyright@东莞市鑫弘祥金属制品有限公司 All rights reserved.
重力铸造部:13202691688(黄经理)
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com 网址:http://www.dgxhxiang.com
地址:东莞市桥头镇岭头村工业大路西三巷3号
相关搜索:铝合金棒铸造行业
 在线客服
在线客服 