镇江铝合金重力铸造
咨询热线
15079799960





联系我们

重力铸造部:15079799960(郭经理)
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com
网址:https://www.dgxhxiang.com
地址:东莞市桥头镇李屋沿河工业区7号
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com
网址:https://www.dgxhxiang.com
地址:东莞市桥头镇李屋沿河工业区7号
鑫弘祥铝合金重力铸造厂 >> 铸造大全 >> 镇江铝合金重力铸造

镇江铝合金重力铸造
镇江铝合金重力铸造找东莞鑫弘祥,公司是专业从事重力铸造,铝合金铸造,翻砂铸造及CNC机加工服务,集研发设计,生产,销售于一体的东莞铸造厂家,拥有从材料、模具设计、砂芯、铸造、抛丸、热处理、机加工、表面处理一系列的配套设施;我们可以根据客户的要求,来样,来图进行模具的设计和产品的生产,做出各种毛胚件及成品件。产品涉及机械配件、建筑五金、汽车零部件、高铁动车零件,家私配件,木工和医疗器械、气动元件、家居用品等相关领域。
镇江铝合金重力铸造详细介绍
在低压气体作用下使液态金属充填铸型并凝固成铸件的铸造方法。气体压力一般为0.6~1.5帕。低压铸造的工艺过程是:在熔化金属的坩埚炉上加放密封盖,盖中心部位装有升液管,升液管插到金属液面以下,盖的上部安放铸型。将干燥的压缩空气通过进气管送到坩埚内,使金属液通..压力消失模铸造技术:压力消失模铸造技术是消失模铸造技术与压力凝固结晶技术相结合的铸造新技术,它是在带砂箱的压力罐中,浇注金属液使泡沫塑料气化消失后,迅速密封压力罐,并通过一定压力的气体,使金属液在压力下凝固结晶成型的铸造方法。这种铸造技术的特点是能够..
上一篇:滕州球铁重力铸造
下一篇:重力铸造多少钱一公斤
镇江铝合金重力铸造 相关产品









镇江铝合金重力铸造 相关技术文章
 铝铸件行业是制造机器零件的一个常规的过程
铝铸件行业是制造机器零件的一个常规的过程
1.压铸的重量轻等金属铝工业过程关于优先在中国创建原型,甚至机器零件。这个过程非常简单,做规范的要求是相当高的。这意味着热熔化钢流入模具设计相应的需求。一旦温暖熔融冷却形成模具的形式。抵抗压力和温度的修改不影响流程的工作。简而言之,这是一个最好的过程可以.....
阅读详情  铝合金重力铸造--金属模铸造的优缺点
铝合金重力铸造--金属模铸造的优缺点
1.金属型的热导率和热容量大,冷却速度快,铸件组织致密,力学性能比砂型铸件高15%左右。2.能获得较高尺寸精度和较低表面粗糙度值的铸件,并且质量稳定性好。3.因不用和很少用砂芯,改善环境、减少粉尘和有害气体、降低劳动强度。1.金属型本身无透气性,必须采用一定的措.....
阅读详情  重力铸造和砂型铸造的优势
重力铸造和砂型铸造的优势
砂型铸造的破碎机耐磨件在国内还是非常普遍的,像颚板、高铬板锤、破碎壁、轧臼壁等等,因为在破碎机设备中,作为一种比较大的耐磨铸件,相对来说精确度不是很高,特别如颚板,出来的成品几乎不用车床打磨,破碎壁、轧臼壁、辊皮之类的也只是铸件的部分地方需要车床.....
阅读详情 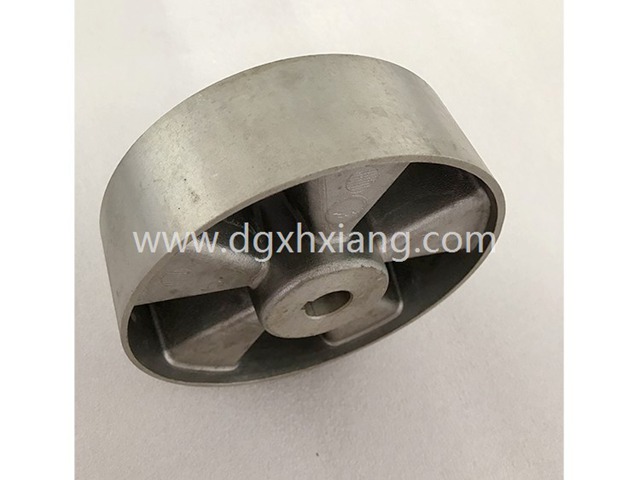 重力铸造--重力铸造的发展历程
重力铸造--重力铸造的发展历程
早期的铸件大多是农业生产、宗教、生活等方面的工具或用具,艺术色彩浓厚。那时的铸造工艺是与制陶工艺并行发展的,受陶器的影响很大。 中国在公元前513年,铸出了世界上最早见于文字记载的铸铁件晋国铸型鼎,重约270公斤。欧洲在公元八世纪前后也开始生产铸铁件。铸铁件.....
阅读详情 砂型铸造--砂型铸造的优点
2、适用性广泛,从几克到几百吨的铸件都可以。 3、原材料来源广泛,成本低廉。如可以熔化铁屑。 4、铸件形状与零件尺寸比较接近,减少切削加工余量。重力铸造,铝合金铸件,重力铸造,铝合金重力铸造, 砂型铸造,重力铸造厂...
阅读详情 
Copyright@东莞市鑫弘祥金属制品有限公司 All rights reserved.
重力铸造部:15079799960(郭经理)
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com 网址:https://www.dgxhxiang.com
地址:广东省东莞市桥头镇李屋沿河工业区7号
相关搜索:镇江铝合金重力铸造
 在线客服
在线客服 