重力铸造轮毂
咨询热线
15079799960






联系我们

重力铸造部:15079799960(郭经理)
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com
网址:https://www.dgxhxiang.com
地址:东莞市桥头镇李屋沿河工业区7号
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com
网址:https://www.dgxhxiang.com
地址:东莞市桥头镇李屋沿河工业区7号
鑫弘祥铝合金重力铸造厂 >> 铸造大全 >> 重力铸造轮毂

重力铸造轮毂
重力铸造轮毂找东莞鑫弘祥,公司是专业从事重力铸造,铝合金铸造,翻砂铸造及CNC机加工服务,集研发设计,生产,销售于一体的东莞铸造厂家,拥有从材料、模具设计、砂芯、铸造、抛丸、热处理、机加工、表面处理一系列的配套设施;我们可以根据客户的要求,来样,来图进行模具的设计和产品的生产,做出各种毛胚件及成品件。产品涉及机械配件、建筑五金、汽车零部件、高铁动车零件,家私配件,木工和医疗器械、气动元件、家居用品等相关领域。
重力铸造轮毂详细介绍
1、可以铸造外形和内腔十分复杂的毛坯。如:各种箱体、床身、机架等。 2、适用性广泛,从几克到几百吨的铸件都可以。3、原材料来源广泛,成本低廉。如可以熔化铁屑。 4、铸件形状与零件尺寸比较接近,减少切削加工余量。 2、铸件中容易出现缩孔和气孔,性能不如锻件,因..铸铁平板的放置与调整方法:用水平仪检定时,铸铁平板本身为测量基面,其放置应稳定;用自准直仪检定时,仪器与平板不在同一刚体上.仪器支架牢固性 尤为重要。所以检定规程要求检定场地应牢固稳定,检定地点应避免振动。这是因为:工厂常将小平板置于钳工台或桌子上,牢..
重力铸造轮毂 相关产品









重力铸造轮毂 相关技术文章
 重力铸造厂--金属型铸造的优点
重力铸造厂--金属型铸造的优点
(1)金属型生产的铸件,其机械性能比砂型铸件高。同样合金,其抗拉强度平均可提高约25%,屈服强度平均提高约20%,其抗蚀性能和硬度亦显著提高;(2)铸件的精度和表面光洁度比砂型铸件高,而且质量和尺寸稳定;(3)铸件的工艺收得率高,液体金属耗量减少,一般可节约15~30%;(4.....
阅读详情  铸造厂--重力铸造生产前的备模及检查需注意的事项
铸造厂--重力铸造生产前的备模及检查需注意的事项
生产前的备模及检查需注意事项: 1、检查风管出风口是否堵塞,间隔位置是否正确;2、吹风口离孔底部间隙5-10mm;3、喷涂温度要确保在200℃,冷风机严禁朝向模具;4、油性涂料只做配合面内的滑轨润滑处理,不要滴落或涂抹在边模胎环上,因为这样会容易产生气泡。...
阅读详情  重力铸造的铝合金铸件收缩率
重力铸造的铝合金铸件收缩率
铸件在凝固和冷却过程中会发生收缩而造成各部分体积和尺寸缩小。为使铸件的实际尺寸符合图样要求,在制作模样和芯盒时,模样和芯盒的制作尺寸应比铸件放大一个该合金的收缩率。合金收缩率的大小取决于铸造合金的种类及铸件的结构,尺寸等因素。通常灰铸铁的铸造收缩率是.....
阅读详情 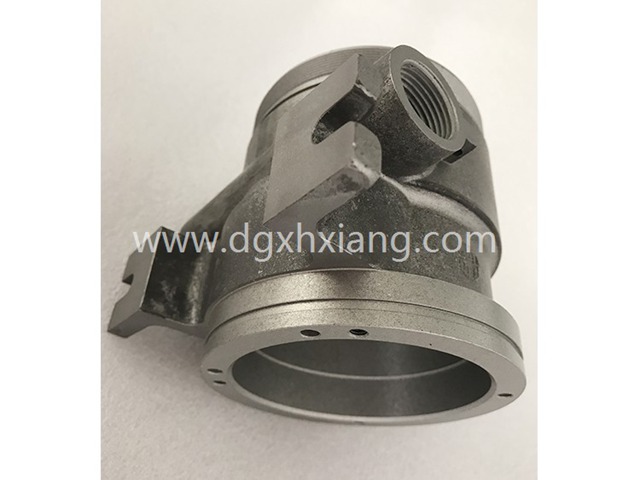 砂型铸造--化学硬化砂型的优点
砂型铸造--化学硬化砂型的优点
这种砂型所用的型砂称为化学硬化砂。其粘结剂一般都是在硬化剂作用下能发生分子聚合进而成为立体结构的物质,常用的有各种合成树脂和水玻璃。化学硬化基本上有3种方式。① 自硬:粘结剂和硬化剂都在混砂时加入。制成砂型或型芯后,粘结剂在硬化剂的作用下发生反应而导致砂.....
阅读详情  铝合金铸件--翻砂-铸造的俗称
铝合金铸件--翻砂-铸造的俗称
砂型铸造 时先将下半型放在平板上,放砂箱填型砂紧实刮平,下型造完,将造好的砂型翻转180度,放上半型,撒分型剂,放上砂箱,填型砂并紧实、刮平,将上砂箱翻转180度,分别取出上、下半型,再将上型翻转180度和下型合好,砂型造完,等待浇注。这套工艺俗称--翻砂。翻砂.....
阅读详情  重力铸造厂--国内精密铸造企业要发展需注意的事项
重力铸造厂--国内精密铸造企业要发展需注意的事项
1.相较于发达国家,我国铸造业虽然产量连续6年位居世界,但在总体上来说,我国铸造业铸造技术滞后,生产效率低,产品质量部分次、附加值低。 2.而发达国家总体上铸造技术先进、产品质量好、生产效率高、环境污染小、原辅材料已形成系列化,重视用信息化提升铸造工.....
阅读详情 Copyright@东莞市鑫弘祥金属制品有限公司 All rights reserved.
重力铸造部:15079799960(郭经理)
翻砂铸造部:18680079187(方经理)
机加工部:15014881169(陈经理)
邮箱:xin@dgxhxiang.com 网址:https://www.dgxhxiang.com
地址:广东省东莞市桥头镇李屋沿河工业区7号
相关搜索:重力铸造轮毂
 在线客服
在线客服 